RACO - Gewindetriebe
Je nach Einsatzbedingungen und Verstellaufgabe können Kugelgewinde- oder Trapezgewindetriebe eingesetzt werden:
| Kugelgewindetrieb | Trapezgewindetrieb | |
|---|---|---|
| Einschaltdauer > 50% | ✔ | x |
| Verstellgeschwindigkeit > 50 mm/s | ✔ | bedingt geeignet |
| harte Stöße | x | bedingt geeignet |
| Wirkungsgrad | > 85% | < 40% |
| Positioniergenauigkeit | ± 0,05 mm | ± 0,3 mm |
| Einsatztemperatur | -20 bis +70 °C | -20 bis +70 °C |
Kugelgewindetrieb
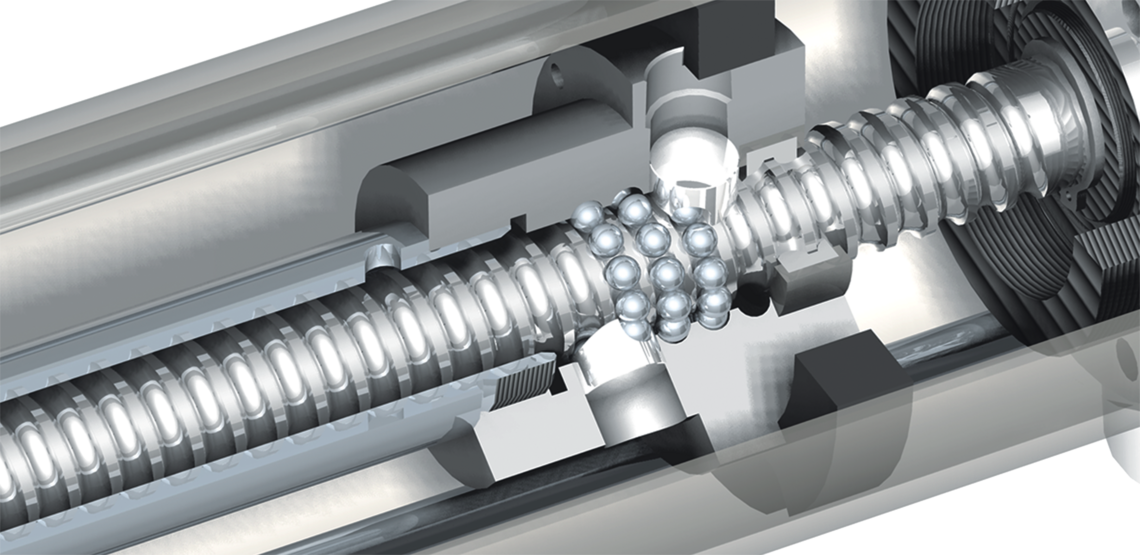
Der Kugelgewindetrieb ist eine geschliffene Spindel aus hochfestem Stahl und hat aufgrund der sehr geringen Reibung des Wälzkontakts zwischen den Kugeln und Laufbahnen keine Selbsthemmung . Die installierte Antriebsleistung wird effektiver in Stellkraft umgewandelt. Für Anwendungen, welche ein hohes Maß an Präzision an die Positionier- und Wiederholgenauigkeit erfordern, eignet sich dieser Spindeltyp.
Wann sollte ein Kugelgewindetrieb gewählt werden:
- hohe Verstellgeschwindigkeit
- hohe Einschaltdauer
- hohe geforderte Wiederholgenauigkeit
- hoch dynamische Anwendung
- hoher Wirkungsgrad
Trapezgewindetriebe

Gewindewirbeln
Trapezgewindetriebe produzieren wir im so genannten Wirbelverfahren, einem spanabhebenden Prozess bei dem ein Werkzeugkreisel um die Rohmaterialstange rotiert. Dabei wird der Kreisel aus der Achsmitte verschoben und schneidet somit einen Span aus dem Rohmaterial. Versieht man den Kreisel nun noch mit einem axialen Vorschub, dann entsteht ein Gewinde.
Vorteile des Wirbelverfahrens:
- Die Werkzeuge sind Durchmesser-, Profil-, und Steigungsunabhängig.
- Geringe Werkzeugkosten
- Kostengünstig bei kleinen Losgrößen
Gewindeschleifen
Bei Präzisions- Trapezgewindetrieben, die in gehärteter Ausführung hergestellt werden kommt das Schleifen zum Einsatz. Gewindeschleifen ist ein spanabhebendes Herstellverfahren für die exakte Bearbeitung von einer definierten Profilgeometrie in gehärtetes Material. Auf Grunde der vergleichsweise langen Bearbeitungszeiten, je nach Anzahl der Schleifgänge, ist dieses Verfahren kostenintensiv.
Bei den folgenden Spezifikationen lohnt sich jedoch der Aufwand:
- für mehrgängige Gewinde und Sonderprofile
- für Spindeln mit Gewindelängen ab 1m
- für große Gewindeprofile (Delta zwischen Außen- und Kerndurchmesser >20mm)
- für die Herstellung von Spindeln für hydrostatische Gewindetriebe